")
技术要求
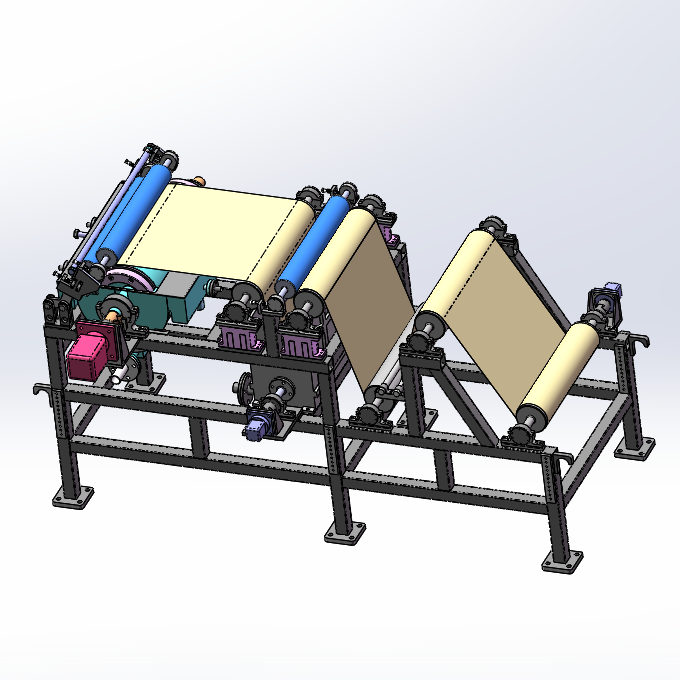
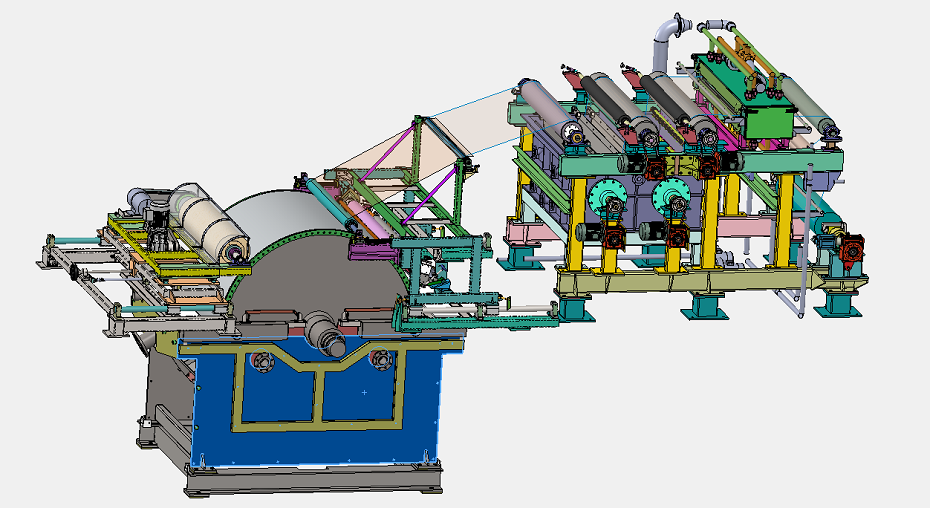
电解铜箔一体机设备主要由全钛一体式阳极槽、进液流量分配装置、阴极辊驱动装置、阴极辊导电装置、阴极辊、“O”型圈循环装置、边部密封装置、挤液和清洗装置、防氧化(钝化)处理装置、烘干装置、切边装置、槽体支架、收卷装置、电气设备和控制系统等组成。
1、阳极槽体
1.1、阳极槽体采用全钛结构在与电解液接触的部分全部使用 Ta1 钛材焊接结构,圆弧一体式支架并辅以加强筋焊接成型,精加工前去除焊接应力,基脚可调整水平。溢流槽及钛侧板上端为全钛设计、焊接,焊缝保证无渗漏;我们采用的槽体密封结构,没有侧部泄露,所以不需要侧屏蔽。配套阴极辊直径:Φ210(+1,-0) mm;阴极辊幅宽:450(+1,-0)mm。
1)浸液率:建议不做要求。槽电压:≤ 4.5V,最大生产电流:2 KA。
2)阳极槽体圆弧表面须精加工, 加工面没有凹凸感。阳极支撑板内弧面光滑,无车刀纹、无接刀纹,无碰伤、划痕等;确保其内圆弧表面的整体精度在±0.15mm 以内,光洁度 Ra≤3.2。
3)阳极槽内含阳极板,背拉式阳极板厚度 4mm-6mm,阳极板基材为 Ti+Y 合金,具备导电分布均匀使用寿命长等优点,阴阳极间距(DSA 装定后极距):(10-12)±0.25mm.
4) 阳极槽底部进液口宽度设计为 50mm,分液后单侧为 10-12MM。阳极槽的进液口和溢流槽均由钛材焊接而成,杜绝渗漏现象;无溢流。
(本机进液口总宽度50MM,50MM中间有导流板把进液口一分为二10-12MM;有两个10-12MM进液口;两个进液口是可以调整宽度的,可以根据电量,电流需求做成最终的进液口宽度)
5)边部密封装置(我司同时有辊封可选)
采用“V”形密封条加特殊摩擦四氟条与阴极辊边护板进行有效密封无侧漏。
6)辅助阴极装置
我们设计在液槽的两侧面无侧漏,所以我司设计无辅助阴极,如果要加,可以加,但是没有必要。
7)进液流量分配装置
电解液进入阳极槽时在宽度方向上设有流量分配装置,配有混流盒,使电解液在进入阳极槽时电解液流量分配更均匀,同时由原来的紊流转变为层流。混流盒内等分为 5~6 等份,隔板的间距和垂直度采用机加工的方式予以保证。对应进液管,通径为 DN20,配装球阀,分别单独调节电解液的进液量,确保所生成铜箔的厚度非常均匀。我们目前的设计不需要流量分配器,但是我们可以保证生箔均匀,我们可以提供流量分配器。
8)酸雾抽风装置
生箔机分别在阳极槽两端溢流、钛辊两侧设计有酸雾抽风装置,对酸雾仅进行搜集,不做净化处理(提供抽风管接口尺寸)。
2、阴极辊驱动装置(图纸设计后买方确认)
驱动方式:伺服电机+减速机(含底座、支架)。
联轴器:法兰连接(304 材质)+绝缘柱销(法兰端面有绝缘措施,联轴器可快速分合(手轮式)及固定装置)。
3、阴极辊导电装置
3.1、用于阴极辊的导电装置,油浴式集电+导电环,所有导电连接部位镀银处理,导电油槽配有内冷却结构,同时考虑防漏液设计。导电环按买方图纸制造。卖方提供阴极导电接口条件及相关图纸。由于功率小,不需要冷却装置。,无导电环,碳刷结构。
3.2、阳极导电装置:阳极弧板背部接电方式,弧板接电部位需作防腐蚀(镀锡)和降低电损的特殊处理。
3.3、导电装置的机架采用 SUS304 材料。
4、“O”型圈循环装置
4.1、阴极辊“O”型圈的可调整张紧导向装置、导轮装置主材均采用 SUS304 材料制作。
4.2、“O”型圈采用耐酸橡胶条(EPDM),直径为 5-7 mm。(长度自行设计后待买方确认)
5、防氧化处理装置
5.1、处理槽为单(竖)槽结构,为防氧化电镀槽。槽体的材料为 PVC 板焊接制作,管道接口为法兰式(可否接受旋钮式)。并配有可对铜箔正反两面电镀的两块阳极板(长度≥450mm,宽度≥40mm)。
5.2、驱动方式采用伺服电机加减速机驱动。
5.3、所有过辊静平衡 8g 以内。(材质 304,或者 316 等由买方确认后加工)
5.4、辊轴轴承采用深沟球轴承,轴承座均带有绝缘措施、两侧密封。
6、烘干装置
使用我们专利结构,保证风速,确保风干无抖动。
7、剥离切边装置
7.1、剥离装置采用快拆结构,采取整体移动装置方便吊装钛阴极辊.
7.2、边料收集采用机械手轮纸筒方式,方便移除边料。
8、收卷装置
8.1、收卷可实现正反向切换,正常收卷时毛面朝外。
8.2、采用单收卷辊的结构,连接结构提供图纸待买方确认。收卷辊与驱动马达连接需作绝缘处理,设置预备收卷辊的滑轨。
8.3、收卷采用伺服电机加减速机的驱动方式。
8.4、收卷辊为 106mm 铜箔纸管,须考虑收卷机架绝缘。
8.5、固定的收卷轴承座,带可调节平行的装置(做刻度标识),调节丝杆用细牙,拨叉式离合器。我们现有设计不带调节平行的装置,但可保证辊系平行(一体式时机架,整体加工,安装简易、快速,同时确保辊系平行精度)。此外,我们的目前设计采用与拨叉式离合等效的快速离合结构,建议采用。
9、阴极辊
阴极辊采用钛材特定工艺制备,确保钛辊表面晶粒度均匀为7级,辊面导电均匀。 (因目前辊子比较小拉出4.5微米的箔材肯定是没有问题,8.5级尽量去满足)
10、电气设备和控制系统
钛辊、防氧化槽驱动、收卷均采用伺服电机驱动,以达到稳定的控制精度。控制柜内带有光源和辅助设备的电源插座,成套的控制配置系统,包括有可锁定的总电源开关、PLC 系统、所有驱动设备控制器、断路器及其他附件等。整个控制系统能根据输入的工艺参数和在线实时检测的参数实现张力、断箔等的自动控制,生产时钛辊驱动出现异常时,有信号输出,以便防止钛辊电击。
另外:PLC 系统、伺服控制驱动、触摸屏、传感器、编码器等电控元器件均须选用国际知名企业产品。
11、其他规格
11.1、加工制造严格按设计图纸进行加工、制造,并对生箔机的制造加工质量负责,凡对国家有关安全、环保等强制性标准,必须满足其要求。酸雾处理我们收集口,但不进行处理,如需要我们处理,需要额外成本。
11.2、所有结构件都是不锈钢,没有碳钢结构件。
11.3、一般采购件为采购原色。
11.4、阳极槽、轴承座、导电装置、电机、机架等之间及与基础之间进行绝缘处理,绝缘套及绝缘板采用电工胶木板或环氧树脂板材料。
11.5、阳极槽及附属部件与溶液接触区域禁止含油或其他污染物。
电解铜箔一体机 φ210X450mm
技 术 协 议
电解铜箔一体机(实验机,型号φ210X450mm)
第一部分 技术要求
一、简要概述:
1、配套阴极辊直径:Φ210(+1,-0 )mm;阴极辊幅宽:450(+1,-0)mm(全钛外层阴极辊) ;
2、阳极板厚度:背拉式,阳极板厚度为 4-6mm;
3、极间距:(10-12)±0.25mm ;
4、最大生产电流:2 KA;
5、浸液率:建议不做要求;
6、生箔速度:0-2m/min;
7、阳极支撑:纯钛结构背拉式阳极槽,阳极槽体支持弧板采用一体式不拼接;
8、生产铜箔规格:4.0-12um。 (4.5保证没有问题可以拉出来,4微米目前没有成功客户;当前客户在本机器研发2.5微米箔材)
9、阳极槽的许用时间是1800小时,大部分情况下能使用4800小时,阳极板的涂层使用完毕后清洗可重复镀层使用;